2、 The problem of workpiece deformation
1. Causes of workpiece deformation
Due to the effect of uneven heating, phase transformation of internal structure and deformation of workpiece during blank manufacturing, cutting and heat treatment in Guangdong machining plant, the residual stress is generated inside the workpiece. The stress distribution is relatively balanced without external influence for a period of time. However, in the process of on-line cutting, due to a large number of workpiece materials are cut off and cut off, It will also change the stress distribution, and gradually tend to balance with the passage of time, so that the workpiece deformation. This kind of deformation phenomenon is more obvious for aluminum alloy parts in Guangdong machining plant.
2. Solutions
(1) Before cutting, the stress relief parts should be heat treated to eliminate the internal stress of the material, so that there will be no large stress deformation during cutting, so as to stabilize the size. Of course, different materials have different processing methods.
(2) In the process of outer contour machining, it is usually possible to cut in from the outside of the blank without piercing the wire hole, as shown in Fig. 2A,
In this way, it is easy to release the internal stress of the material and produce large deformation after the blank break, resulting in the decline of the machining accuracy of the parts. In order to avoid and reduce this kind of deformation, Guangdong mechanical processing plant adopts the method of drilling through the wire hole to keep the blank contour closed, as shown in Fig. 2B, which can minimize the stress and deformation in the processing process( a) Outside cut in (b) threading

Figure 2 Schematic diagram of outer contour processing method
(3) The second cutting method is better for the parts with high machining accuracy. As shown in Fig. 3, the V-shaped iron clamp is used to process the tail of a bullet φ The other end is suspended. According to the normal processing technology, the processing dimension near the V-shaped iron is 2.00mm, while the processing dimension at the other end is only 1.86mm. In the process of WEDM, the material of workpiece is cut off to change the distribution of stress field, which makes the workpiece deform.
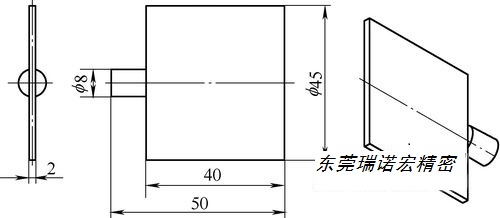
chart3 Figure of a bullet's tail
The improved method of machining is that the thickness left in the first machining is increased from 2 mm to 2.4 mm, and 0.2 allowance is left in the first cutting φ The measured size is 1.99mm, which meets the test requirements.






